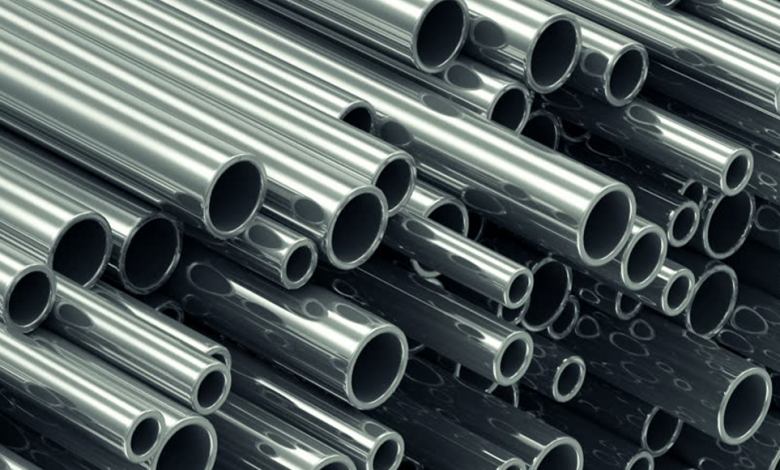
Paslanmaz çelik, hayatımızın neredeyse her aşamasında ihtiyaç duyduğumuz ve gündelik yaşamımızın vazgeçilmez bir parçası haline gelen bir malzemedir. Paslanmaz çelik üretimi ise büyük maliyetler ve uzmanlık gerektiren bir işlem olarak adlandırılır. Bu çeliklerin ergitme ve arıtma işlemleri genellikle “Elektrik ark ocağı/Argon oksijen karbon giderme” yöntemleriyle yapılır. Biraz eski bir tarih gibi duracak ama 1970’li yıllarda geliştirilen yöntem sayesinde üretim maliyetlerinin düşürülmüş ve kalite adına güzel gelişmeler yaşanmıştır. Bu arada bu yöntem dünya genelinde paslanmaz çelik üretiminin %80’inde kullanılan bir yöntemdir. Evet, tarih eski bir tarih olabilir ama bu aralar hayranlıkla baktığımız roketler de 20-30 yıl öncesi roket teknolojisinden faydalanıyor. Üretimin başladığı çelikhaneye doğru yol alıp ergitme/arıtma işlemini daha yakından inceleyelim.
Ergitme/Arıtma
Ergitme işleminin gerçekleştirileceği bazik astarlı elektrik ark ocağının içine:
- Uygun paslanmaz çelik hurdası
- Karbon çelik hurdası
- Kerrokrom alaşımları
- İhtiyaç halinde de nikel ve molibden gibi bazı alaşım
Elementleri yüklenir. Büyük titizlikle tartılan ve çok özel kasalarda çelikhaneye doğru taşınan malzemeler, ergitme ocağına konmadan hemen önce kısa bir süre kurutma fırınında bekletilir. Hemen sonra ise malzemeler, alaşımlarının yapıldığı elektrik ark ocağında ergitilir. Bu üretimin en önemli adımı nedir? diye sorduğumuz zaman, Argon Oksijen Karbür Gidericisinde yapılan işlemdir (AOD) cevabını almamız muhtemeldir. Burada paslanmaz çelik, yavaş adımlarla istenilen kimyasal yapıya ulaştırılır. İstenilen kimyasal yapıya ise şu şekilde ulaştırılır: öncelikle yan memelerden ve üst kısımlardan oksijen ve argon gazları eriyiğe üflenir. Bu aşamada alaşımın içerisinde bulunan karbon yakılır. İhtiyaç dahilinde karbon oranı %0,02’ye kadar düşürülebilir. Alaşıma, kromun katılması işlemi, yüksek ihtimalle karbür gidermenin tamamlanmasından sonra gerçekleştirilir. Bunun nedeni ise karbür giderme işleminde yapılan oksitlenme işlemi sırasında krom cürufa geçebilir. Nedenine bakacak olursak, kromun oksitlenmeye karşı fazlasıyla hassas olduğunu görebiliriz. Üçüncü aşamaya gelindiğinde ise öncelikle alaşımdaki kükürt oranı bilinçli bir şekilde düşürülür. Bileşim ve sıcaklık istenilen seviyeye ulaştığında, eriyik döküm potasına aktarılır ve son ayarlamaları yapılır. Bu aşamada da alaşıma bazı elementler ilave edilebilir ve eriyiğin homojenleştirilmesi argon gazı üflenerek sağlanır.
Sürekli Döküm
Sürekli döküm isminin nereden geldiği gayet açık olmasına rağmen daha detaylı bir şekilde değinmek istiyorum. Döküm işlemin sürekli oluşu ya da farklı bir şekilde ifade etmek gerekirse sıvı metalin kalıba dolduruluşu, katı kabuk oluşumu ve katılaşan metalin kalıptan çekilerek alınışının sürekli olması, yönteme sürekli adını kazandıran olaydır. Sürekli döküm yöntemi; ergitilmiş metalin, dış yüzeyi su ile soğutulan iki ucu açık olan bir kalıptan geçirilerek, katı hale dönüşmesini sağlayan işleme denir. Hazırlanan alaşım potadan bir tava yardımıyla katılaşmanın başladığı, dış yüzeyi su ile soğutulan bir kalıp içine dökülür. Bu kalıba kokil adını veriyoruz. Ergime noktasının, biraz alt sıcaklığına kadar inmiş çelik, kokilin üstünden verilirken, aynı miktar çelik yine kokilin alt kısmından çıkarılır. Kokilde soğutma işlemi gerçekleştirilir. Bu işlemde kokilin altından çıkan malzeme ergiyik fazda değildir ancak; dış kısmı soğumaya uğradığından dolayı dış kısımda kabuk oluşmaya başlar.
İçerdeki ergiyik faza yakın metalin, dışardaki kokil tarafından çevrelenmesi için, dış kabuğun bu basınca dayanacak kadar kalınlığa ulaşması gerekmektedir. Kokilden geçen çelik dıştan içe doğru en optimum şekilde soğuyarak tamamen katılaşır. Sonrasında ise katılaşan yassı kütük (slab), bükme ve düzeltme merdanelerinin bulunduğu kısma aktarılır ve bu işlem sonunda malzeme alev yardımı ile istenilen boylarda kesilir. Bu teknoloji ile çeliğin slab halinde kesintisiz olarak dökülmesi mümkün hale gelir. Sürekli dökümde genellikle, şekilsiz veya az şekilli uzun parçaların dökümü yapılmaktadır.

Sürekli dökümün en büyük avantajları şu şekildedir:
- Düzgün olmayan oluşumlar ve bozulmalar önlenmektedir.
- Randıman yani verim %100’dür.
- İngotlara göre daha düzgün bir yüzey elde edilmektedir.
- Kelime anlamı ayrılma ve ayrışma olan segregasyonların azalması sebebiyle, yüksek kalitede malzeme elde edilmektedir.
- Soğutma hızı kontrol edilerek, tane büyüklüğü ve yapının ayarlanma imkanı vardır.
- İşlem fazlasıyla ekonomiktir.
Taşlama
Döküm işlemi gerçekleştiği esnada, slab yüzeylerinde birtakım kusurlar meydana gelebilir. Bekletilip soğutulmuş olan yassı kütüklerin, yüzey kusurları değişik ebatlardaki taşlama tezgahlarında, kusur oluşan yerel alanları veya yüzeyi tamamen taşlanarak oluşan kusurlar giderilir.
Sıcak Haddeleme
Sıcak Haddeleme; yüksek fırınlarda ergimiş (ısı etkisiyle sıvı duruma geçmiş katı madde) hale gelen sıvı çelik cevherinin slab adı verilen kalıplara döküldükten sonra sıcak haldeyken kalınlığının inceltilmesi işlemine verilen addır. Çeliklerin haddelenmesi, sıcak haddeleme işlemi ile başlar ve ihtiyaç dahilinde bu işlem soğuk haddeleme ile devam eder. Sıcak haddelemede slablara verilen deformasyon miktarı bir hayli yüksektir. Basınçlı su yardımı ile oluşan deformasyonu azaltma yoluna gidilir. Dengesiz uzamalar meydana geldiği takdirde ise haddeleme sonrasında, makaslar yardımıyla bu sorunlar ortadan kaldırılır. Sıcak haddeleme işlemi yapılmadan önce, yassı kütüklerin konveyörlü fırında ve koruyucu atmosferde 1250˚C sıcaklığa kadar ısıtılması gerekilir. Peki nedir bu koruyucu atmosfer? Metal ve metal alaşımlarının ısıl işlem gördüğü esnada tepkime sırasında metal yüzeylerinde oluşabilecek değişimleri engellemek amacıyla kullanılan atmosfer çeşididir. Kaba haddeleme ile malzeme kalınlığı yaklaşık 25mm’ye kadar indirilir.
Kaba haddeleme işlemi sonrasında uzunluğu artan yassı ürün, bobinler halinde sarılır ve ileri-geri haddeleme işlemleri ile malzeme yavaş yavaş inceltilir. Kalınlığın düşürülmesi için başvurulan yöntem fabrikadan fabrikaya değişim gösterebilir. Örneğin bir firma; haddeleme işlemini iki merdane arasında git gel hareketi ile sağlarken, diğer bir firma bu işlemi art arda sıralanmış tamburlar yardımıyla yapabilmektedir. Dörtlü ve altılı merdane grupları yardımıyla yapılan bu haddeleme işleminde, kalınlık çok önemli bir değerdir ve hassas ayarlarla kontrol edilir. Malzemenin istenilen kalınlığa ulaştığı andan itibaren sıcak sac, bir soğutucu içinden geçirilerek rulo sarıcıya beslenir. Paslanmaz çelikler sıcak haddeleme işlemi bitiminde yarı mamul halini alır ve bu işlem sonrasında piyasaya sürülmesi pek de görülen bir hadise değildir. Genellikle bir sonraki işlemler dizisi için soğuk haddeleme ünitesine doğru aktarılır.
Tavlama ve Asit Banyosu
Tavlama işlemi, soğuk haddeleme işlemi öncesinde olduğu gibi, nadiren de olsa sıcak haddelenmiş olarak satışa sunulacak malzeme üzerinde de uygulanabilir. Çeliğin, tavlama işleminden geçmesinin nedeni, tavlama işlemi geçiren çelik yumuşar ve tamamen homojen bir yapıya bürünür. Böylelikle çeliğin kırılganlığı azalır, sünekliği (süneklik, sistemin ya da bir elemanın taşıma kapasitesini kaybetmeden esneyebilme/şekil değiştirme özelliğidir) artar ve sonraki işlemler için daha şekillendirilebilir bir hale bürünür. Asit banyosunun temel amacı ise çelik yüzeyinin temizlenmesi ve alıcının istekleri doğrultusunda istenilen yüzey özelliklerinin kazandırılmasıdır. Çeliğin, soğuk haddeleme işlemine geçmeden önce yapılan en son işlem, sıcak haddeleme ve diğer işlemlerden kalma yüzey kusurlarının taşlama hattında giderilmesidir.

Soğuk Haddeleme
Haddeleme işlemlerinde, genellikle malzemeye son şekil soğuk haddeleme ile kazandırılır. Bunun nedenlerine baktığımız zaman, soğuk haddeleme işlemi sonunda yüzey kalitesinin artıyor olması ve mukavemet değerindeki artışı gözlemleyebiliyoruz. Soğuk haddeleme işlemi sürecinde paslanmaz çelik sac, ileri-geri hareket ettirilerek pasolar yardımıyla inceltilir. Bu işlem sonunda, paslanmaz çelik saçın kalınlığında %80 oranında bir azalma meydana gelebilir. Şayet paslanmaz çeliğin daha fazla inceltilmesi gerekiyorsa, bir ara tavlama işlemi ve yüzeyin tekrar asit banyosunda temizlenmesi gerekir. Alıcının isteği doğrultusunda, soğuk haddeleme tamamlandığında, sıcak haddelemede de olduğu gibi yeniden tavlama ve asit banyosu işlemleri yapılabilir.
Kısacası, soğuk haddelemede proses daha çok müşterinin isteği doğrultusunda gerçekleşir. Yani müşteri, hangi kalınlıkta bir sac istiyor? Temizleme, taşlama, haddeleme işlemlerini kendisi mi yapmak istiyor? Müşteri malzemeyi nerede, hangi amaçla kullanacak? Uzun bobin halinde bir sac mı, yoksa levha halinde mi istiyor? Bu gibi sorulardan alınan cevaplara takiben uygun olan işlemler gerçekleştirilir. Soğuk haddeleme işlemi sonunda, paslanmaz çelik satışa hazır ise satışı gerçekleştirilir. Şayet satışa hazır bir durumda değilse aşağıdaki işlemler takip edilerek alıcının istekleri gerçekleştirilir ve satışa hazır bir hale getirilir.
Boy Kesme işlemi
Günümüz adına düşünüldüğü zaman çok önemli bir işlem olan boy kesme işlemi, elde edilen ruloların müşterinin ihtiyacı doğrultusunda levhalar haline dönüştürülmesi ve istenilen boylarda kesilmesi işlemi olarak adlandırılır. Günümüz teknolojisinin geldiği noktayla beraber, bu işlemler tamamen PLC kontrollü olarak tasarlanan özel üretim hatlarıyla çok hassas bir şekilde gerçekleştirilebiliyor.
Boy Kesme Hatları Bunlardan Oluşmaktadır:
- Rulo açıcı
- Düzeltici
- Giyotin
- İstifleme ünitesi
Paslanmaz çelikler için kullanılan boy kesme hatları, diğer çelik türleri arasında farklı bir konumda bulunur. Belki de en önemli farklılık, malzeme yüzeyinin korunmasına gösterilen özendir diyebiliriz. Gösterilen bu özenden dolayı, bu hatlarda bulunan merdanelerin yüzeyleri kauçuk, poliüretan ya da krom kaplı olması çok önemli bir husustur. Bunun dışında istifleme ünitesinin de malzeme yüzeyinin korunması ilkesinden dolayı, yüzeyi çizmeyecek malzemelerden dizayn edilmiş olması tercih edilir. Bir boy kesme hattının en hassas bölümlerinden biri, düzeltme işlemlerinin yapıldığı ünitedir. Bu hatlarda straightener, flattener veya leveler adı verilen üniteler yer alır. Bu üniteler içerisinde en hassas olanı leveler ünitesidir. Leveler ünitesinin görevi, paslanmaz çeliğin üretiminde oluşan iç gerilmeleri yok edici bir işlem uygular. Kesim işleminin gerçekleştirildiği bir diğer önemli ünite ise giyotin ünitesidir. Paslanmaz çelik üretiminde, çeliğin boy kesme işleminin gerçekleştiği esnada süreklilik büyük bir önem teşkil eder. Şayet boy kesme işleminde, süreklilik sağlanamazsa, iç gerilmeleri yok eden leveler, malzeme üzerinde bazı izlerin kalmasına sebebiyet verebilir. Sürekliliğin bu denli önemli olmasından dolayı paslanmaz çelik boy kesme hatlarında, kesim işlemleri bu özel makaslarla yani giyotinler ile yapılır.

Dilme işlemi
Dilme işlemi, belli genişlikteki rulo şeklindeki sac malzemenin açılarak belli aralıklara sahip dairesel bıçaklar arasından geçirilmesi ve daha dar bantlar halinde sarılması işlemidir. Kısacası dilme işleminde amaçlanan hedef, üretilen sacların alıcının istekleri doğrultusunda ihtiyaç duyulan ene düşürülmesidir.
Dilme Hatları Bunlardan Oluşmaktadır:
- Açıcı
- Kesme ünitesi
- Gergi ünitesi
- Sarıcı
Tabi ki bu hatlarda da kağıt sarıcı, kağıt verici ve plastik film uygulama üniteleri de bulunur. Boy kesme işleminde de olduğu gibi bu hatların da öncelikli hedefi paslanmaz çelik yüzeyinin korunmasına yöneliktir. Merdaneler de benimsenen yüzey korunma ilkesinden dolayı kauçuk esaslı ya da poliüretan malzemelerle kaplanır. Özellikle kalıp kullanılan imalat prosesleri için malzemenin boyutu büyük bir önem teşkil eder. Bu da dilme işleminin ne kadar önemli bir işlem olduğunu tekrardan gözler önüne sermektedir.
Taşlama ve Fırçalama işlemleri
Paslanmaz çelik denilince, akla sert ve dayanıklı olması gibi özellikler geldiğinden çok da dekoratif amaçlı kullanılabileceği akla gelmez ama günümüzde dekoratif uygulamalar için de yaygın olarak kullanılabilmektedir.
Kullanım alanlarına örnek olarak
- Asansör kapı ve kabinleri
- Bina dış cephe kaplamaları
- Sütun giydirmeleri ve mutfak ekipmanları
Gibi alanlarda kullanılabilmektedir. Standart olarak üretilen paslanmaz çeliklerin yüzey kaliteleri, bu gibi dekoratif alanlarda kullanım için pek de uygun değildir. Bu eksik, taşlama ve fırçalama işlemleri ile kolaylıkla kapatılabilir. Taşlama ve fırçalama işlemleri yapılırken ulaşılmak istenilen nokta, paslanmaz çeliğe farklı yüzey özellikleri kazandırmaktır. Taşlama işlemi, östenitik çelikler için uygulanan bir yüzey işlemidir. Peki ostenitik çelikler nedir? diye soracaksanız, Östenitik paslanmaz çelikler, alaşımında minimum %10,5 ile %26 arasında Krom (Cr), ve minimum %8 ile %36 arası değişen miktarlarda Nikel (Ni) içerir. Kimyasal aşınmaya (korozyon) ve krom ile beraber gelen yüksek ısıya dayanıklıdır. Nikel (Ni), çelik yapıyı tamamen östenitik yapar. Nikel (Ni) malzemeye süneklik, geniş sıcaklık aralığında çalışma olasılığı ve iyi kaynaklanabilirlik gibi özellikler kazandırır.
Taşlama işlemine tekrardan gelecek olursak, taşlama işlemi iki ana başlık üzerinden incelenir. Bunlar ıslak ve kuru olmak üzere iki temel prosestir. Islak prosesler de kendi içinde kullanılan sıvıya göre farklılıklar göstermektedir. Taşlama işlemi temel olarak malzemenin belirli bir hızla hareketi esnasında yüzeyinin geniş çaptaki bir zımpara ile üniform bir şekilde zımparalanması işlemidir. Biraz öncede de dediğim gibi taşlama işleminin yapılış amacı farklı yüzeyler elde etmektir. Bu farklılığı elde etmek için ise üretim hatlarında genellikle iki taşlama kafası bulundurulur. Böylece farklı değerlerdeki zımparalar kullanılarak değişik yüzeyler elde edilebilir. Paslanmaz çeliklerin taşlanmasında kullanılan zımparalar genellikle alüminyum oksit, silisyum karbür veya zirkonyum esaslı aşındırıcılara sahiptir.
Paslanmaz çelik üretiminde, alüminyum oksit zımparalar mat bir yüzey sağlarken, silisyum karbür zımparalar ise parlak bir yüzey imkanı sunar. Silisyum karbür zımparalarla yapılan taşlama işlemlerinin maliyeti daha fazladır. Sanayide maliyet büyük bir önem taşımaktadır bu da yapılan işlemlerde, zaman zaman maliyete göre tercih yapılmasına neden olur. Zımparalama işlemi için en verimli aşındırıcı numaraları 100-320 grid arasıdır.
Taşlama işleminde farklı yüzeyler elde etmek için iki taşlama kafası bulundurmak dışında:
- Zımpara tipi
- Zımpara dönüş hızı
- Malzeme ilerleme hızı
- Zımpara ile yüzey arasındaki sürtünme kuvveti
Gibi etkenler değiştirilerek farklı kullanım alanları için farklı yüzeyler elde edilmesi mümkündür. Fırçalama işlemine gelecek olursak fırça, aşındırıcı sentetik bir malzeme olup silindirik bir fırça şeklindedir. Fırça, aynı zamanda hem kendi ekseni etrafında döner hem de ileri-geri bir hareket yapar. Bu da malzeme yüzeyinde çizgiler oluşmasına neden olur. Kullanılan fırçalar ise taşlama işleminde de olduğu gibi alüminyum oksit ve silisyum karbür aşındırıcılara sahip olabilir. Bu fırçaların görevi de taşlama işlemine benzer şekilde farklı yüzey parlaklığı sağlarlar.
Fırçalama işleminde yüzeydeki izlerin şeklini belirleyen önemli parametreler:
- Malzeme ilerleme hızı
- Fırça dönüş hızı
- Osilasyon genliği
- Osilasyon frekansı
Taşlama ve fırçalama işlemleri sonrasında, malzeme yüzeyinin korunması amacıyla plastik esaslı bir film (PE, PVC) uygulamasına gidilir. Böylelikle büyük bir hassasiyetle oluşturulmuş yüzeyler, çeşitli üretim prosesleri sırasında yüzeyde oluşabilecek herhangi bir hasara karşı korunmuş olurlar.
Yüzey Koruma
Paslanmaz çeliklerde kimyasal ve mekanik özellikler önemli olduğu kadar yüzey özellikleri de büyük bir önem taşımaktadır. Paslanmaz çeliğin herhangi bir üretim prosesinde, yüzeyde birtakım hasarlar oluşması yüksek bir ihtimaldir. Bundan dolayı, paslanmaz çelik yüzeylerinin çok iyi korunması gerekmektedir. Yüzey koruma işlemi ise fazlasıyla yaygın olarak kullanılan, PVC folyo ile kaplanarak yapılır. Bu PVC folyolar kendinden yapışkan bir yapısı vardır. Günümüzde bu amaç için üretilen folyolar kauçuk veya akrilik esaslı yapıştırıcılara sahiptir. Bu gibi yapıştırıcıların en büyük avantajı, paslanmaz çeliğe uygulanan yüzey koruma işlemi sonrasında sökülmek istenirse, hiçbir şekilde iz ya da kalıntı bırakmamasıdır. Folyoların kullanılmasının temel amacı üretim proseslerinde oluşabilecek herhangi bir yüzey hasarını önlemek olduğundan, imalat işlemi bittiği gibi yüzeyden sökülüp atılmaları gerekmektedir. Bu arada imalat proseslerinin çeşitliliğini bağlı olarak, farklı ortam şartlarına dayanım göstermesi açısından farklı özelliklerde folyolar üretilir. Derin çekme uygulamaları, kolay sökülebilme, ultraviyole ışınlara dayanım, lazerle kesmeye uygun olma gibi pek çok farklı ortam şartlarına dirençli olan ve beklentileri karşılayan değişik folyolar üretilir.

SONUÇ
Günümüz şartlarında olmazsa olmaz bir malzeme halini alan paslanmaz çelik, önemini gün geçtikçe daha da arttırmaktadır. Paslanmaz çelik, günlük hayatımızın hemen hemen her aşamasında bizlere eşlik eder. Gözlerimizi başka bir yöne çevirdiğimizde ise Savunma Sanayisi, Gıda Sanayisi ve İnşaat sektörünü görmekteyiz. Paslanmaz çeliklerin bu gibi sektörlerde kullanılmasının sebebinin altında dayanıklı, uzun ömürlü, geri dönüştürülebilir, çevre dostu ve yüksek sıcaklıklara dayanabilmesi gibi özellikler yatmaktadır. Yüksek sıcaklıklara dayanım özelliğini de paslanmaz çeliği paslanmaz yapan, refrakter özelliğiyle bilinen kromdan almaktadır. Üretimi fazlasıyla meşakkatlidir ama hayatımıza ve sanayimize getirdiği imkanlar ve kolaylıklar göz ardı edilemeyecek kadar fazladır. Bu da bizlerin paslanmaz çelik ile olan dostluğumuzun çok uzun bir süre daha devam edeceğini gözler önüne sermektedir.









{kind=link}
{kind=link}
1 Yorum. Yeni Yorum
Paslanmaz çeliklerin yüzeyine karbürüzasyon işlemi yapılabilirmi sizce ? Hocamız böyle bir soru sordu bize merak ettim,içindeki yüzde 10 üzerinde krom olduğundan dolayı yapılamayacağını düşünüyorum.