
Bu sitede indüksiyonla ilgili temel prensiplere dayalı yazılar zaten mevcut. Bu yazıda ele almak istediğim konu daha parametrik konular. Parametre kontrolüyle beraber elektrik-elektronik cihazların metalurjiye etkisine değinmek istiyorum.
Temel konular olan Faraday Yasası, Manyetik Alan oluşması, Eddy Current akımları, direnç ve histerisiz kavramlarını bilindiğini varsayarsak, geriye kalan kontrollerimiz; parça süresi, sıcaklığı, mesafe, güç, bakır bobin tasarımı gibi değişkenliklerdir.
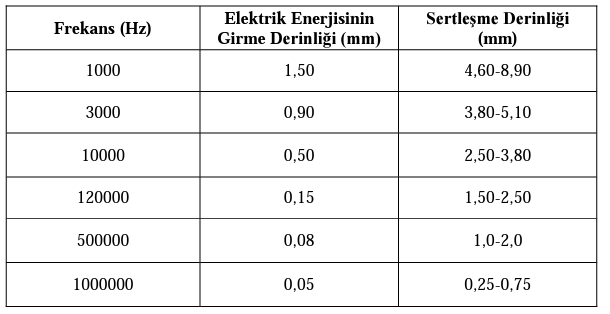
Endüstride indüksiyon tezgahları genelde 3 kategori üzerinden değerlendirilir; Düşük Frekanslı, Orta Frekanslı ve Yüksek Frekanslı tezgahlar. Peki bu frekans değerleri metal parçalarda ne anlama geliyor? Her bir frekans aralığı parçadaki sertlik ve derinlik sonuçlarını etkiliyor. Kaba şekilde ifade edersek; düşük frekanslı jeneratörlerde frekanslar 50 Hz ile 10 kHz ( 1 kHz = 1000 Hz ) arasında değişmektedir. Orta frekanslı olanlarda 10-70 kHz arası, Yüksek frekanslı jeneratörlerde ise bu aralık 70 ve üstü kHz’dir. Endüstride genellikle 2-70 kHz arası tezgahlar revaçtadır. Frekans yükseldikçe sertleşme derinliği azalmaktadır. Buradaki temel mantık; yüksek frekanslı tezgahlar bir anda ısıtma gücünü parça üzerine yoğunlaştırıp anında soğutma işlemine geçer bu sayede daha sığ sertlikler elde edilir. Yüksek frekanslı tezgahlarda derinliği arttırmak amacıyla süreyi arttırırsanız parçada erime hataları ile karşılaşabilirsiniz.
Temel prensip aşağıdaki tezgah yeterlilikleri ile açıklanabilir;
İndüksiyonda temel parametre kontrollerinden en önemlisi güç ve parçanın bakır bobine mesafesidir. İki parametrenin aynı anda değişmesi geçerli bir ayar metodu değildir. Parçada sertlik derinliğini azalmak amacıyla mesafe arttırılabilir veya güç azaltılabilir.
Peki neden bakır boru kullanılır. Enerjinin bilindik formülü akımın karesiyle direncinin çarpımıdır. Dolayısıyla Bakır da iletkenliği çok yüksek bir metaldir. Akımı aldığı anda neredeyse sıfıra yakın bir kayıpla iletir. Bu nedenle enerji korunum kanununa göre direnci de oldukça düşük olması gerekmektedir. Oysa çeliklerin dirençleri oldukça yüksektir bu nedenle yüksek bir ısı oluşumu yüzeyde gözlenir.
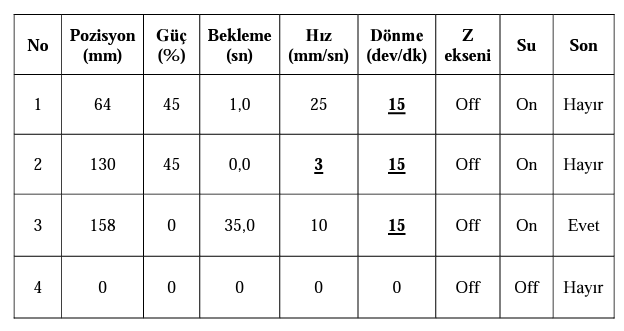
Tezgahlardaki otomasyon altyapısına göre reçeteler değişmektedir. Elbetteki değişken eksenli ve haraket kabiliyeti olan tezgahlarda bu parametrelerde işin içine girmektedir. Bu yöntemlerde kabul edilen temel genel geçer doğrular yoktur, deneme-yanılma yoluyla uygulama yapıp dağlama sonuçlarına göre parça geometrisi bazlı sonuçlar tartışılmalıdır.
Örnek bir hareketli tezgah çıktısı verirsek; Burada pozisyon kavramı parçanın hangi noktasından hangi noktasına güç uygulanacağını temsil eder. Güç yüzdelik kavramıyla ilişkilendirilmiştir. Bekleme östenitleme süresine etki eden bir parametredir. Hız eksende ne kadarlık yol katettiğini ifade eder. Bu tanımlamaya göre tezgah müsaitse x, y ve z olarak belirlenebilir. Dönme hızı da tecrübelere dayalı olarak belirlenebilir. Z ekseni parçanın Z ekseninde hareketi olup olmadığını belirtir. Su yazan komut suyun soğutma amaçlı verildiği durumu, Son komutu ise işlemin nerede bittiğini ve başlangıç konumuna geleceğini belirten ifadedir.
Bobin Tasarımı konusu bu prosesin en dizayn mühendisliği kısmıdır. Bobin içindeki manyetik alanın şiddeti, ısıtma hızını belirleyen ana faktördür. Dolayısıyla genelde bobinler parçalara çok yakın olarak konumlandırılır.









{kind=link}
{kind=link}