
Isıl işlemde temel kavramlardan biri efektif sertlik derinliğidir. ESD veya ingilizce olarak EHD-ECD olarak da ifade edilir. Bu konuda başucu kaynaklardan biri “SAE-J423 Methods Measuring Case Depth” standardıdır.
Aslında mekanik tasarımcıların da kullanması gereken bu ana standart bir çok yüzey işleminde belirleyici kriterleri ortaya koymuştur.
Kapsam olarak şu prosesler belirtilir; karbürleme, nitrürleme, karbonitrürleme, siyanürleme, indüksiyon ve alev sertleştirme. Her durumda, kimyasal bileşim, mekanik özellikler veya her ikisi de bu uygulamadan etkilendiği yönünde görüş belirtilmiştir.
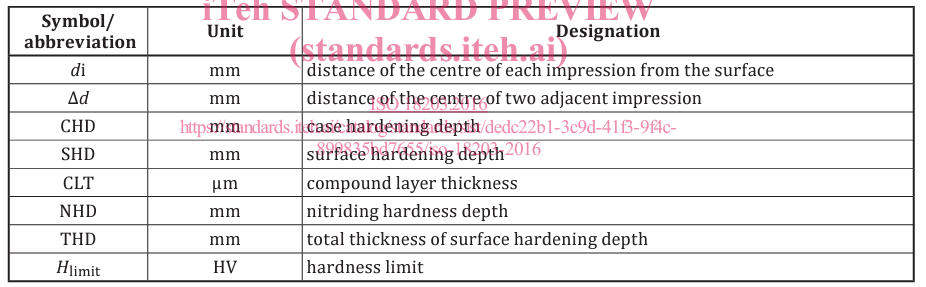
Önce literatürü bir toparlayalım; standartta iki tür derinlik kavramı geçmektedir; Effective Case Depth (ECD) ve Total Case Depth ( TCD ). Endüstride yaygın olarak kullanılan şu kavramlar da vardır. SHD ( Surface Hardening Depth), CHD ( Case Hardening Depth ), Nitriding Hardening Depth ( NHD ), Fusion Hardening Depth ( FHD ), Türkçe olarak kabuk nüfuziyeti, kabuk derinliği, difüzyon derinliği gibi kavramlar kullanılmaktadır. Temelde hepsi aynı noktayı işaret etse de çok hassas yapılan işlerde doğru kavramları kullanmak ve isterleri buna göre oluşturmak önemli bir koşuldur.
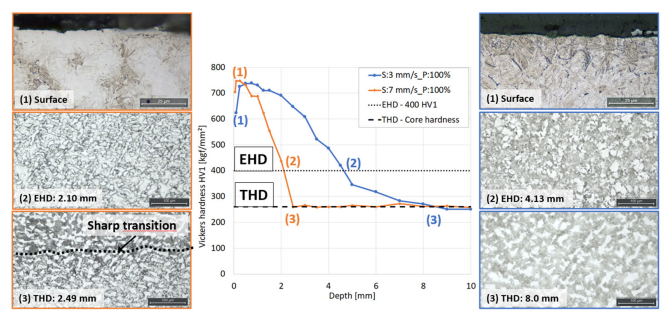
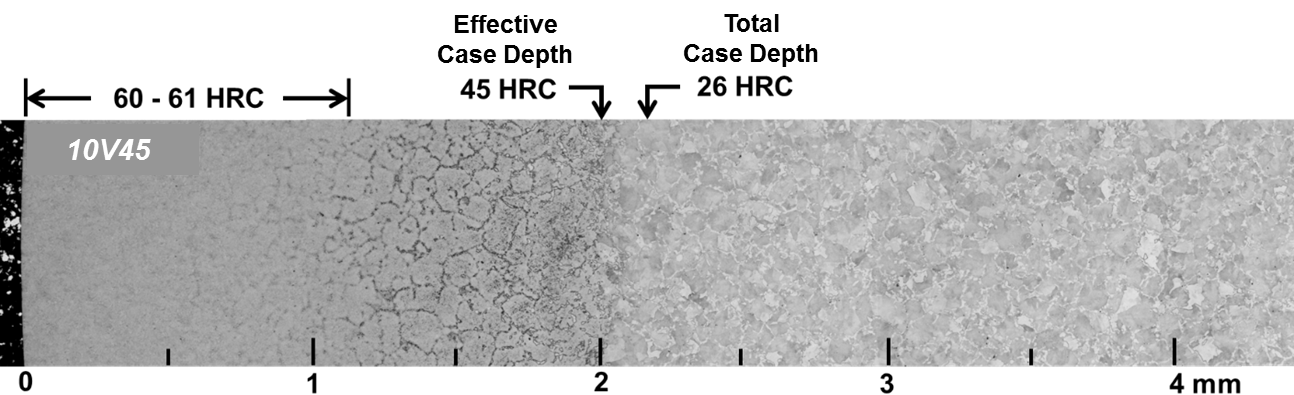
Bir genelleme yaparsak sementasyon, nitrasyon ve indüksiyon yüzey sertleştirme işlemleri için Total Sertleştirme Derinliği ( THD veya TCD ) makro dağlama sonrası elde edilen formun bize verdiği mesafe yani milimetrik değerdir. Ancak efektif sertlik derinliğinden ( EHD – SHD – ECD ) bahsedersek; burada detaylı vickers ölçümü yaparak derinlik tayini yapabiliriz. Aşağıdaki grafik 400 HV baz alarak oluşturulan bir THD ve EHD fark analizi;
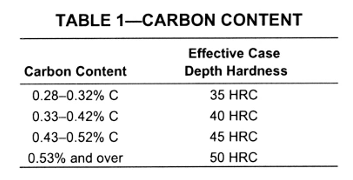
SAE-J423’e göre; sementasyon yani karbürizasyonda 50 HRC sınır kabul edilir, bu sınır Avrupa’da daha sık kullanılır. Amerikan standartlarına göre bilinen 550 HV yani 52-53 HRC’dir. Ölçümlerin hepsi Vickers metodu ile yapılırken çevrim ASTM-E140 standardına göre yapılır.
Aslında sertlikle alakalı tüm hesaplamalar C oranı ile orantılıdır. Aşağıdaki tabloda oranlara göre alabileceği sertlikler ortalama olarak verilmiştir.
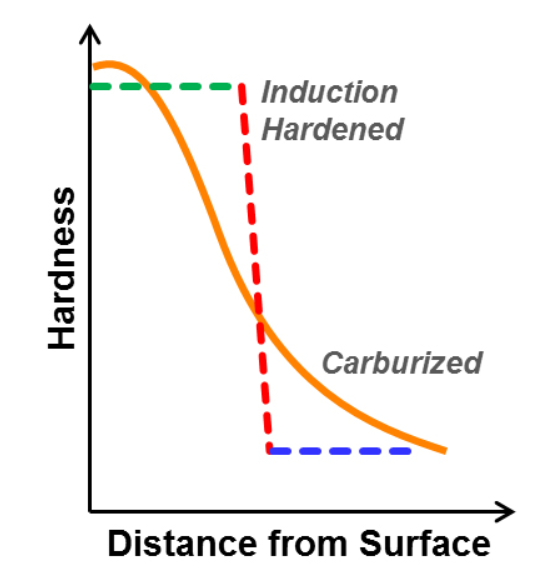
Basit bir ifadeyle karbürizasyon-sementasyon ve indüksiyon yüzey sertleştirme profilleri grafikteki gibidir;
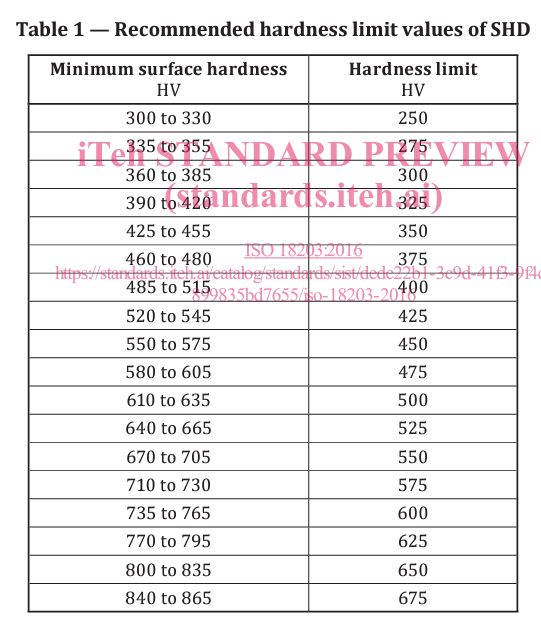
Öte yandan “ISO-18203 Determination of the thickness and surface hardened layers” standardında bir tabloyla gerekli efektif sertlik derinliği, yüzey sertliğiyle korelasyon kurularak bir kat sayı vasıtasıyla hesaplama yapılır. Örneğin;
İndüksiyon özelinde bir sertlik tabakası;
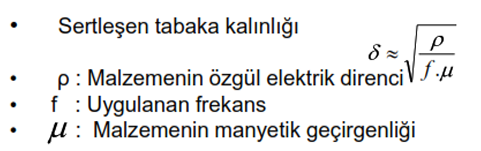
İndüksiyonda sertlik derinliği tayini yapılırken ham sertliğe inmek TCD-THD sınırına inmek demektir. Bu nedenle efektif sertlik derinliği kavramı üniversal bir tanımla ilişkilendirilemez. Genel kabuller olduğu gibi proses ve iş parçası fonksiyonuna da bağlıdır. Malzemenin sertleşme tabakası kalınlığı teorik olarak şu parametrelere bağlıdır;









{kind=link}
{kind=link}