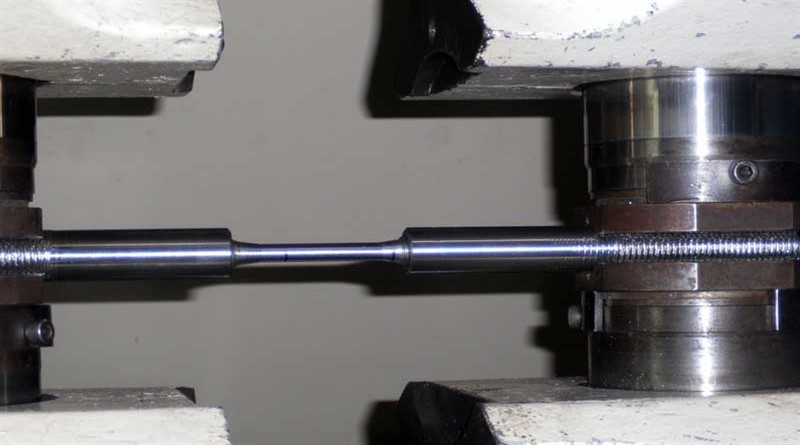
Bilindiği gibi malzemelerin mekanik değerlerini ölçmek maksadıyla sertlik ölçmek haricinde bir de çekme testi uygulanır. Çekme testinin yapılışı, grafiğin okunması ve kırılan parçanın morfolojik ayrıntısı analizler için önemli bulgular teşkil eder. Bu testler sonucunda malzeme datasına dair bir çok sonuç elde edebilirsiniz. Bu ilgili standartlarda ve farklı kaynaklarda belirtilir. TS EN ISO 6892 Standardına göre uzama değerleri öyle bildiğimiz gibi tek bir uzama değerinden oluşmaz. Sadece uzama değil aslında akma değeri; alt akma ve üst akma diye ikiye ayrılır. Ancak en fazla kategoriye ayrılan değer uzamadır. Çekme testi çıktılarındaki uzama değerleri At ( A genel olarak uzamayı sembolize eder.) dediğimiz toplam uzamayı baz alarak bize sonuç verir. Peki kaç tane uzamadan bahsederiz. Özellikle çekme testi yazılımı bu sonucu vermiyorsa bu sonuçları nereden çıkartırız? Aslında bir çok yazılım şu 4 temel sonucu size verir; Çekme dayanımı, akma dayanımı, % uzama, kesit daralması.

Yukarıdaki grafikte görüleceği gibi ( Direkt olarak standarttan alınan veridir) uniform yani eş uzamayı da dahil edersek 5 tür uzama değeri vardır.
Bunları özel third part yazılımlarla sisteminize dahil edebilirsiniz ama Türkiyedeki bir çok firma hazır paket olarak bu cihaz donanım ve yazılımına sahip olduğu için uzama değerlerini grafik üzerinden yorumlamaktadır. Alışageldiğimiz formül;

Bu formüle göre yapılan uzama değeri kopma uzaması dediğimiz uzamadır.

Yukarıdaki formülde uniform uzamayı verir yani parçanın maksimum yük, grafiğe göre tepe noktasına kadar olan uzamasıdır. Çünkü standart maksimum yükten sonra malzemenin orantısız da uzayabileceğini varsayar.
Bu manuel hesapların yanı sıra ekstansometre kullanılarak bu tür değerler otomatikleştirilmiştir ancak hala standarttaki ekstra uzama değerlerine göre adapte edilmeyen ekstansometreler doğru sonuç konusunda iyi değildirler. Ekstansometrelerin kameralı ve problu farklı iki temel tipi bulunmaktadır. Kameralı modeller firmalardaki yerini yavaş yavaş alırken yüksek maliyeti küçük işletmelerde tercih edilmemesine sebebiyet vermekte.
Test cihazları mekatronik ve yazılım mühendislerine teslim edildikçe verdikleri değerler daha çok sorgulanmalı. Mutlaka çapraz testlerle cihazın tekrarlanabilirlik, doğrulanabilirlik ve yeterlilikleri gözden geçirilmeli.









{kind=link}
{kind=link}